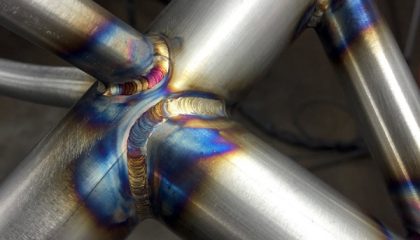
После резки, сварки или шлифования на стали часто появляются радужные оттенки — от светло-жёлтого до сине-фиолетового. Это не краска и не загрязнение, а так называемые цвета побежалости. Они возникают при локальном перегреве поверхности и напрямую связаны с температурой, до которой нагревался металл.
Для производства это важный индикатор: по цвету можно понять, сохранены ли механические свойства детали после обработки.
Какая температура соответствует определённому цвету
При нагреве на поверхности образуется тонкая оксидная плёнка. Её толщина меняется вместе с температурой, и свет отражается по-разному. Поэтому поверхность начинает «переливаться».
Ориентировочно для углеродистых и легированных сталей действует такая зависимость:
- светло-жёлтый — примерно 200 °C
- соломенный — 220–240 °C
- коричневый — около 260 °C
- фиолетовый — 270–280 °C
- тёмно-синий — 290–310 °C
Чем темнее цвет, тем глубже изменяется структура поверхностного слоя.
Как это влияет на свойства детали
Чаще всего цвета побежалости появляются после интенсивного шлифования, плазменной резки или сварки. В этот момент металл не просто нагревается — он локально отпускается. То есть твёрдость уменьшается, а износостойкость падает.
Особенно критично это для посадочных и рабочих поверхностей: валов, направляющих, роликов, штоков гидроцилиндров. Даже если геометрия сохранена, деталь начинает быстрее изнашиваться.
Последствия перегрева обычно проявляются так:
- ускоренный износ контактной поверхности
- появление задиров и микротрещин
- потеря точности посадки
- коррозия под оксидной плёнкой
Поэтому появление синих зон после обработки почти всегда означает необходимость доводки или повторного шлифования.
Когда это допустимо
Не все цвета являются браком. На неответственных поверхностях или после сварки они могут оставаться, если не влияют на функцию узла. Например, на силовых конструкциях или корпусных элементах это лишь визуальный эффект.
Но на закалённых деталях — это показатель нарушения температурного режима резания или неправильного подбора инструмента.
Методы очистки поверхности
Удалять необходимо не только сам цвет, но и оксидный слой. Иначе он продолжит разрушать поверхность. Способ подбирают в зависимости от требований к шероховатости и точности.
Чаще всего используют:
- повторное шлифование с малым припуском
- абразивную или стеклошариковую дробеструйную очистку
- химическое травление
- полирование или доводку
Если зона перегрева глубокая, одной очистки недостаточно — приходится снимать слой металла до стабильной структуры.
Как предотвратить появление цветов побежалости
Проблема возникает из-за локального перегрева в зоне резания. Причины обычно технологические: неправильная подача, изношенный инструмент, недостаточное охлаждение или слишком большой припуск на чистовую обработку.
В практике производства помогает контроль режимов: меньшая глубина резания, стабильная подача СОЖ и разделение черновой и чистовой операции. Тогда поверхность сохраняет твёрдость и не требует дополнительного восстановления.
Цвета побежалости — это удобный визуальный индикатор температурного воздействия на металл. Они показывают, что поверхностный слой уже изменил свойства, даже если деталь выглядит пригодной.
Игнорирование таких зон приводит к преждевременному износу узлов, а правильная очистка и корректировка режимов обработки позволяют сохранить ресурс детали без повторного изготовления.